
Before explaining what cold chain packaging is, let’s define the cold chain process. The cold chain process, simply put, is the logistics involved in ensuring temperature-controlled storage, transportation, handling, and delivery of goods. Cold chain packaging is the packaging system that preserves the quality and safety of temperature-sensitive products during that process.
Whether it's pharmaceuticals, perishable foods, or sensitive chemicals, maintaining a specific temperature range is essential. Only with a controlled environment can products across industries have their intended condition preserved.
In this article, you will learn about the basics of cold chain packaging, its benefits, and the role it plays in the modern supply chain.
The Basics
Active vs. Passive
Cold chain packaging can be categorized into two main types: active and passive. Active cold chain packaging involves external power sources, like electricity or dry ice, to maintain a consistent temperature. In contrast, passive packaging relies on pre-conditioned coolants and insulated materials to keep products in their cold state.
The Core Components
The core components of cold chain packaging encompass a variety of materials and technologies designed to control and maintain temperature throughout the transportation and storage process:
- Insulation Materials: The backbone of cold chain packaging, insulation materials play a crucial role in minimizing heat transfer. Whether utilizing traditional options like expanded polystyrene (EPS) and polyurethane or advanced solutions like vacuum insulated panels, these materials ensure a stable internal environment for temperature-sensitive products.
- Temperature-Controlled Mechanisms: Understanding the mechanisms that regulate temperature is essential. Active systems use external refrigeration for consistent conditions, while passive systems leverage the insulating properties of materials to slow down heat transfer. This nuanced approach allows for adaptability based on the specific needs of the transported products.
- Packaging Design: The design of the packaging itself is as critical a component as the materials and mechanisms. Tailored to the specific needs of the products being transported, customized packaging solutions play a crucial role in maintaining temperature stability.
Popular Cold Chain Packaging Solutions Today
In today's ever-evolving market, several solutions have taken center stage:
- Vacuum Insulated Panels: Offering superior insulation in a lightweight format, vacuum insulated panels are ideal for many applications.
- Phase Change Materials: By absorbing or releasing thermal energy as they change from one phase to another (e.g., solid to liquid), phase change materials are excellent providers of precise temperature control.
- Insulated Containers: Expanded polystyrene or polyurethane-insulated containers are commonly used to protect products from temperature fluctuations. These insulated containers come in various sizes and are suitable for both short and long-distance shipments.
- Gel Packs and Ice Packs: Often used as cooling agents in shipments, gel/ice packs come in various sizes and are placed around or inside the product to maintain a consistent temperature.
- Dry Ice: Commonly used for maintaining extremely low temperatures, dry ice sublimates into carbon dioxide gas and provide efficient cooling for perishable items.
What is a Cold Chain Product?
Cold chain products encompass a wide array of goods that require specific temperature conditions for preservation. In the pharmaceutical and biotech industries, vaccines, blood products, and certain medications necessitate precise temperature control to maintain their efficacy. In the food and beverage sector, perishable items such as fruits, vegetables, dairy, and meats rely on cold chain packaging to reach consumers in optimal condition.

Agriculture and horticulture benefit from this technology, ensuring that plants, flowers, and seeds maintain their vitality during transit. The chemical and cosmetics industries also rely on cold chain packaging to safeguard the integrity of sensitive products.
These industries all depend on the effectiveness of cold chain packaging to ensure the safe and efficient transport of their products.
The Benefits of Cold Chain Packaging
Here are some of the most crucial benefits of cold chain packaging:
- Preservation of product quality and extend product shelf life: Cold chain packaging helps maintain the desired temperature for products, preventing degradation, spoilage, or contamination. It is essential for preserving the quality, taste, texture, and nutritional value of perishable goods such as fruits, vegetables, meats, and pharmaceuticals.
- Reduction of product loss and waste: By preventing spoilage and extending shelf life, cold chain packaging reduces the amount of wasted products. This is economically and environmentally beneficial, as it maximizes the value of each shipment and minimizes the eco-impact of spoiled goods.
- Ensuring product efficacy, integrity, and food safety: Pharmaceuticals often require specific temperature conditions to maintain their efficacy and safety. Cold chain packaging is crucial in ensuring the integrity of vaccines, biologics, and other medications during transportation and storage. As for food products, maintaining the right temperature during transportation and storage helps prevent the growth of harmful bacteria, reducing the risk of foodborne illnesses.

- Global trade facilitation: Cold chain solutions enable the safe transportation of perishable goods across long distances and international borders. They support the growth of global trade by making possible the export and import of temperature-sensitive products.
- Customer satisfaction: Ensuring that products arrive in optimal condition enhances customer satisfaction and builds trust in the brand. For example, when customers buy frozen food online or delicate indoor plants, an effective cold chain solution allows them to receive these products in pristine condition. Consumers expect high-quality and safe products, and cold chain packaging helps brands across many industries meet these expectations.
A Product with 35 Years of Production
At The BoxMaker, we’ve been supplying cold chain packaging solutions to our clients for over 35 years, such as this fish egg shipping container we produced for Troutlodge:


A key feature of this packaging solution is that instead of using EPS to insulate the walls, we used an A/B foam in-place resin solution. This allows it to expand within the walls, eliminating the need for warehousing EPS, which requires a significant amount of storage space.

Learn more about this cold chain packaging solution from our Enterprise Sales Rep Dennis Stokes here.
Your Cold Chain Packaging Experts
Cold chain packaging plays an essential role in ensuring product quality and safety in the global supply chain. Its significance goes beyond the immediate task of keeping things cool – it's about ensuring that delicate products, from life-saving medications to fresh produce, arrive at their destination in perfect condition.
Understanding the intricacies of cold chain packaging is vital for industries that rely on the safe transit of temperature-sensitive goods. Regardless of your industry, The BoxMaker is here to provide the best custom solutions to your brand’s specific needs so you can navigate the complexities of the modern supply chain with confidence.
If you are ready to start your next cold chain packaging project, contact our Packaging Advisors today.
Share this post

Exploring Alternatives to Foam Protective Packaging
Supply chain limitations are increasing the need for custom fabricated foam alternatives. Explore PE …
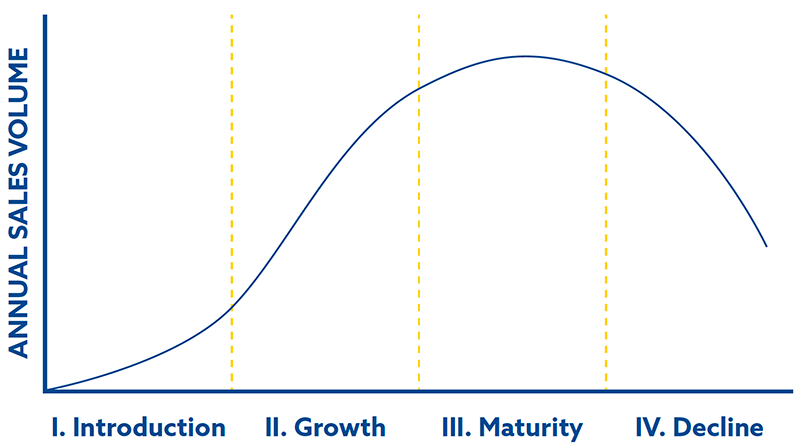
Shrinking Product Lifecycles and Your Packaging Supply Chain
Product lifecycles are shrinking, and brands must learn to adapt their packaging supply chain to thi …

Navigating the Post-Pandemic Packaging Supply Chain
Navigating the post-pandemic packaging supply chain doesn't have to be daunting. Learn how to overco …